̎��Ӳ�r��Z��ʯ�r����݁��ɰ�C��α��C�������Ⱦ���
�S�����A�Oʩ���O�IJ������M���C��ɰ������Ȼ��ɰ����Ҫ���Ʒ�����Ј�������m���L���ڱ����C��ɰ���a�O���У���݁��ɰ�C����Y�����Ρ��\�з������ܺ��^�͵ȃ��c�����V���������е�Ӳ�����ϵļ����c��ɰ���I��Ȼ�������挦Ӳ�ȸߡ���ĥ�ԏ���Ӳ�r��Z��ʯ���绨���r������r��ʯӢ�r�ȣ��r����δ_���������Ⱦ���ɞ��O�䑪�õ��P�I���g�y�c�����Č�����̽ӑ��݁��ɰ�C�Ĺ���ԭ�����Y�����c������Ҫ��������̎��Ӳ�r��Z��ʯ�^���б��ϳ������Ⱦ���ĺ��Ĵ�ʩ��
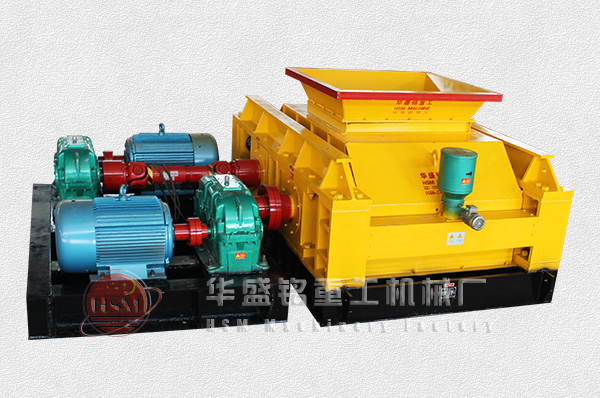
��݁��ɰ�C��Ҫ�Ƀɂ��������D��݁�ӽM�ɣ����Ϗ��Ϸ��M���֮݁�g������ǻ����݁�ӵĔD�������к���ĥ�����±�������������ȡ�����݁��Y����ͬ���ɷ֞����݁���X��݁��M��ʽ݁���������ӷ�ʽ���ֿɷ֞��늙C�ӻ��p늙C�����ӡ�
�������^����Ҫ���������A�Σ�
ι���A�Σ�����ͨ�^��ӽo�ϙC������������ǻ��
�����A�Σ������ڃ�֮݁�g�ܵ��߉��D�����ͼ��������ö����飻
�����A�Σ����������Ϗ�݁�p�·��ų����γɳ�Ʒɰ��
Ӳ�r��Z��ʯ�ļӹ��y�c
Ӳ�r��Z��ʯͨ�������������c��
Ī��Ӳ�ȸߣ�6~7���ϣ�����ʯӢ�����ߵĻ����r��
�Y�����ܡ��g�Ժã������ؽ��������ѣ�
����⻬���Π�A��������݁���Ӱ�����Ч�ʣ�
ĥ�p�ԏ������O��݁����|�������Ҫ��
�@Щ����ʹ�Â��y��݁�C��̎��������ϕr���׳��F��
�������Ȳ��Ӵ�Ʒ�д��w������ƫ�ߣ�݁��ĥ�p�죬�g϶�y���L�ڱ��ַ�����
���ϳ������Ⱦ�����P�I���g��ʩ
1. �������{��݁�p����ϵ�y
����������Ҫ�Ƀ�֮݁�g���g϶����“݁�p”���Q�����鑪��Ӳ�r��Z��ʯ�ĸ�Ӳ�����ԣ��F����݁��ɰ�C�ձ����Һ�����Ԅ��{��ϵ�y���߂������ݣ�
���r�O�y݁�p׃�����Ԅ��a����ĥ�p���µ��g϶׃��
�����������鮐����F�K���r��݁�ӿ�˲�r���������O��p�ģ�
ͨ�^PLC����ϵ�y�O��Ŀ�����ȣ����F±0.5mm�ԃȵľ��ȿ��ơ�
2. ����ĥ�ͺ�݁�����
ᘌ�Ӳ�rĥ�p���}��݁�泣���ø��t�T�F��̼���u�Ѻ��ӻ��մɏͺϲ��ϣ��@��������ĥ�ԡ����ָ����ÙC��߀����ģ�K��݁���OӋ�����ڸ��Q�c�S�o���_���L���\����݁��һ���ԣ��Ķ��S�ַ���������Ⱥ����ȷֲ���
3. �����Ľo��ϵ�y
�o�ϲ����nj������Ȳ��ӵ���Ҫԭ��ˣ�������ʹ��׃�l���Ƶ���ӽo�ϙC�����O����λ�����������F“�Mǻ�o��”��B���Mǻ�o�ϲ��H���������Ч�ʣ�߀��ʹ������݁�g�γ�“�ω|Ч��”���p�ٽ���ֱ�ӽ��|������ĥ�p��ͬ�r���M�����������Ⱦ���
4. ����݁��Y���c�D��ƥ��
����Ӳ�r��Z��ʯ���˲��Î��ϲۻ��A��ʽ�X��݁�棬����ҧ��������ֹ���ϴ�ͬ�r������ƥ���݁�D�٣�ͨ�������ٱȣ���1:1.2�����γɼ�������Ч���������ڮa�����������w�w�������p���^����F��
5. �]�h�Y���c����ϵ�y
��_����Ʒɰ���ȷ��Ϙ˜ʣ���GB/T 14684�������ڌ�݁��ɰ�C������ø��l��ӺY������Ҏ����w����������ǻ�M�ж������飬�γ�“����—�Y��—����”�]�h���̡�ԓϵ�y����Ч���Ƴ�Ʒ��>4.75mm��<0.15mm�w���ı������������w���Ⱦ����ԡ�
��݁��ɰ�C��̎��Ӳ�r��Z��ʯ�r���m���R��Ӳ�ȡ���ĥ�p�����𣬵�ͨ�^����݁�p���ơ�����ĥ���ϑ��á������o���c݁���OӋ���Լ��]�h�Y��ϵ�y�ȾC�ϼ��g�ֶΣ���ȫ�܉FЧ�ʸߡ����������Ⱦ���ęC��ɰ���a��δ�����S�����܂����c���m�����Ƽ��g���ںϣ���݁��ɰ�C��Ӳ�r��ɰ�I��đ���ǰ�������ӏV韡�